Rubber Chain Bucket Elevator: What You Need to Know
Rubber chain bucket elevators are an integral part of many industries, including agriculture, mining, manufacturing, and food processing. These machines are designed to efficiently transport materials vertically, and the rubber chains used in their operation make them particularly effective for moving abrasive or corrosive materials.

How Rubber Chain Bucket Elevators Work
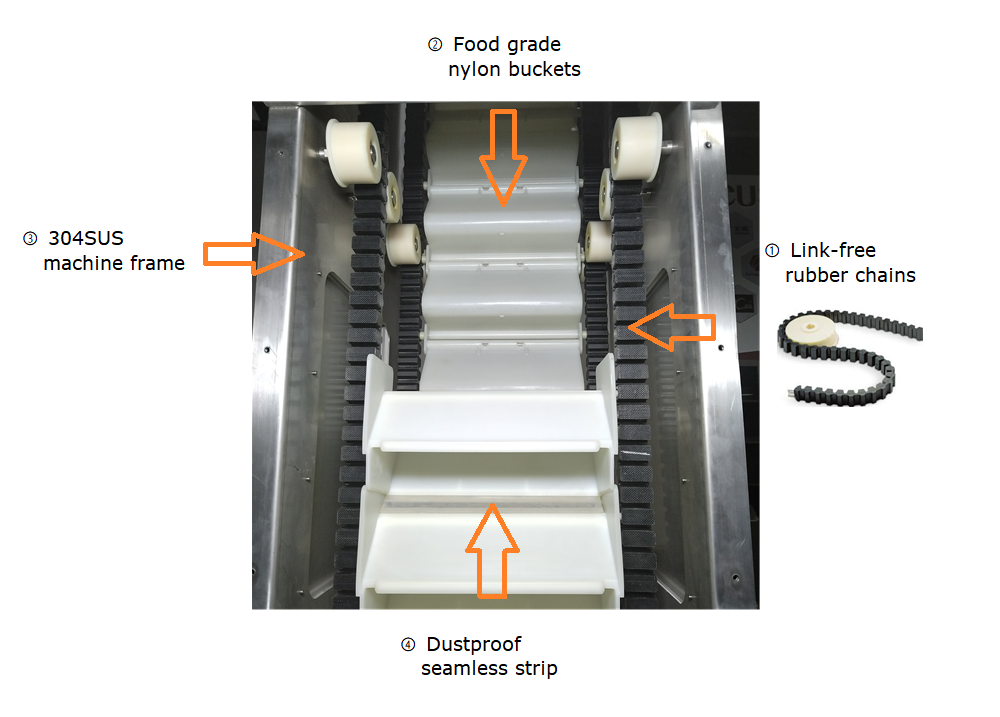
A rubber chain bucket elevator consists of a number of buckets attached to a rubber chain. The rubber chain runs over two sprockets, with one sprocket being driven by a motor. As the rubber chain rotates, the buckets move around the sprockets, picking up material at the bottom of the elevator and carrying it to the top.
At the top of the elevator, the buckets tip over and deposit the material onto a conveyor belt or into a hopper. The buckets then return to the bottom of the elevator, ready to pick up more material.
Benefits of Rubber Chain Bucket Elevators
Rubber chain bucket elevators offer several benefits over other types of elevators. One of the main advantages is their ability to transport abrasive or corrosive materials without causing damage to the elevator itself. Because the rubber chain is softer than steel chains used in other types of elevators, it is less likely to cause wear on the equipment.
Rubber chain bucket elevators also offer superior vertical conveying capacity, making them ideal for use in situations where space is limited. They can easily move materials from ground level to heights of up to 150 feet or more, depending on the specific elevator design.
Finally, rubber chain bucket elevators are relatively low maintenance and easy to operate. They require minimal lubrication and can run for long periods of time without requiring extensive maintenance or downtime.
Applications of Rubber Chain Bucket Elevators
Rubber chain bucket elevators are used in a wide range of industries, including agriculture, mining, manufacturing, and food processing. They are particularly useful for handling abrasive or corrosive materials, such as cement, sand, minerals, and chemicals.
In the agricultural industry, rubber chain bucket elevators are used for processing and transporting grains, animal feed, and other agricultural products. In the mining industry, they are used for transporting coal, minerals, and other materials from mines to processing plants.
In the manufacturing industry, rubber chain bucket elevators are used for moving materials such as plastics, rubber, and metal parts. In the food processing industry, they are used for transporting ingredients such as sugar, flour, and spices.


Conclusion
Rubber chain bucket elevators are an essential tool for many industries, offering superior vertical conveying capacity, low maintenance requirements, and the ability to transport abrasive or corrosive materials without damage. Whether you are operating in agriculture, mining, manufacturing, or food processing, a rubber chain bucket elevator can be an indispensable part of your material handling operations.
How Rubber Chain Bucket Elevators Work
A rubber chain bucket elevator consists of a number of buckets attached to a rubber chain. The rubber chain runs over two sprockets, with one sprocket being driven by a motor. As the rubber chain rotates, the buckets move around the sprockets, picking up material at the bottom of the elevator and carrying it to the top.
At the top of the elevator, the buckets tip over and deposit the material onto a conveyor belt or into a hopper. The buckets then return to the bottom of the elevator, ready to pick up more material.
Benefits of Rubber Chain Bucket Elevators
Rubber chain bucket elevators offer several benefits over other types of elevators. One of the main advantages is their ability to transport abrasive or corrosive materials without causing damage to the elevator itself. Because the rubber chain is softer than steel chains used in other types of elevators, it is less likely to cause wear on the equipment.
Rubber chain bucket elevators also offer superior vertical conveying capacity, making them ideal for use in situations where space is limited. They can easily move materials from ground level to heights of up to 150 feet or more, depending on the specific elevator design.
Finally, rubber chain bucket elevators are relatively low maintenance and easy to operate. They require minimal lubrication and can run for long periods of time without requiring extensive maintenance or downtime.
Applications of Rubber Chain Bucket Elevators
Rubber chain bucket elevators are used in a wide range of industries, including agriculture, mining, manufacturing, and food processing. They are particularly useful for handling abrasive or corrosive materials, such as cement, sand, minerals, and chemicals.
In the agricultural industry, rubber chain bucket elevators are used for processing and transporting grains, animal feed, and other agricultural products. In the mining industry, they are used for transporting coal, minerals, and other materials from mines to processing plants.
In the manufacturing industry, rubber chain bucket elevators are used for moving materials such as plastics, rubber, and metal parts. In the food processing industry, they are used for transporting ingredients such as sugar, flour, and spices.
Conclusion
Rubber chain bucket elevators are an essential tool for many industries, offering superior vertical conveying capacity, low maintenance requirements, and the ability to transport abrasive or corrosive materials without damage. Whether you are operating in agriculture, mining, manufacturing, or food processing, a rubber chain bucket elevator can be an indispensable part of your material handling operations.